What exactly is a vapor recovery gas compressor unit and why should I have one? The federal government has mandated rules and regulations to limit emissions on location to meet EPA guidelines. NSPS 0000/0000, simply called “Quad O”, mandates the recovery and capture of fugitive gas emissions from oil storage tanks, vapor recovery towers, three-phase oil-water-gas separators and oil and gas heater treaters with flash gas. Common names for vapor recovery equipment are Oil Tank Vapor Recovery Unit (VRU), Vapor Recovery Tower (VRT) and Flash Gas Booster Compressor. Typical vapor recovery units are packaged with oil flooded rotary screw compressors, rotary vane compressors or wet gas reciprocating compressors. These units are specifically designed for very low vapor recovery gas pressures with high BTU compositions and high dew point cases from all sources.
AGI Packaged Pump Systems packages these units for both traditional Oil and Gas locations as well as Renewable Natural Gas (RNG) and Biogas applications. These can be packaged per NACE for sour and acid gas applications.
AGI Packaged Pump Systems’ Vapor Recovery Units can be equipped with natural gas engines, electric drives, or any other drive preference. Auto speed control and VFD’s maintain the efficient trending of compression rates required, based on the vapor stream pressure encountered. Additionally, precision electronic or electronic/pneumatic bypass/recirculation valve systems are used to maintain high run times and minimize premature shutdowns in the event of low vapor pressure events. AGI Packaged Pump Systems’ units encompass the use of latest technology PLC controls ensuring the highest level of automation, control, and safety, resulting in the highest level of protection for the operations personnel and equipment.
AGI Packaged Pump Systems recently completed several flooded screw compression packages for use in Methane Recovery process on Dairy Farms located in mountainous areas of Colorado. These units were designed for high altitude operation with large temperature swings. Compressors used were Howden manufactured complete with slide capacity control and speed control.
If you are in the market for a safe and reliable Vapor Recovery Unit, please contact AGI Packaged Pump Systems today.

Biofuel Vapor Recovery
- 270 SCFM
- 0.50 PSIG Suction / 110 PSIG discharge
- 8′ Wide x 20′ Long x 10′-6″ High
- Dry Weight 24,400 LBS
- Located at a biogas facility on a dairy farm in northern Colorado

Vapor Recovery Unit
- 500 MSCFD
- 150 PSI
- 175 HP
- Final Destination – West Texas
- Single Point 480V Electrical Takeoff
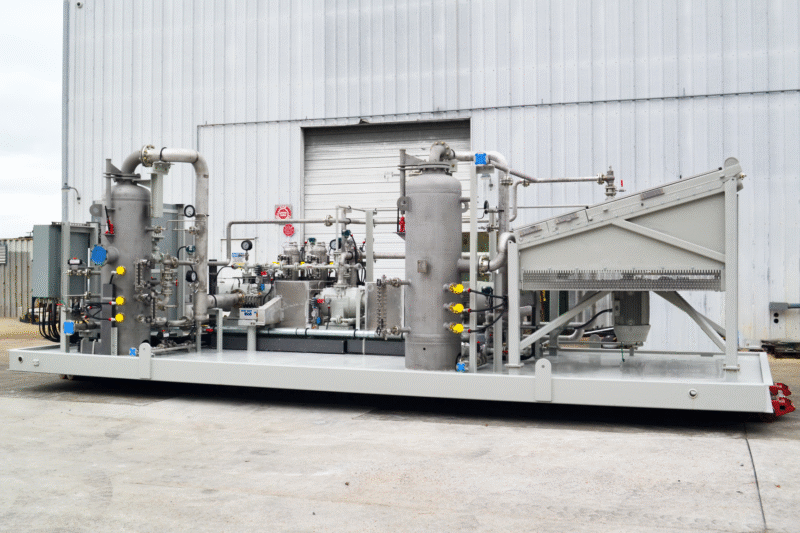
2 Stage Rotary Vane Vapor Recovery Unit
- N.A.C.E. Compliant CO2 & H2S
- 550 MSCFD
- 190 PSI
- 175 HP
- Final Destination – South Texas
- Single Point 480V Electrical Takeoff

Vapor Recovery Unit
- 500 MSCFD
- 150 PSI
- 175 HP
- Final Destination – West Texas
- Single Point 480V Electrical Takeoff